

轴承套圈磨削烧伤的预防方法
发布时间:2024-05-11
1、烧伤产生机理
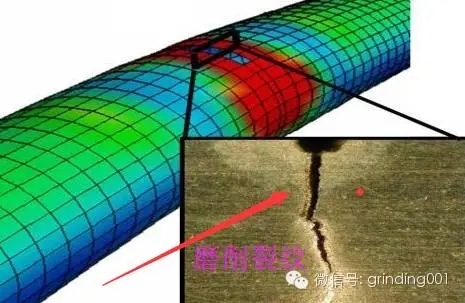
轴承套圈在磨加工中,由于磨粒对工件的切削、刻划和摩擦作用,使金属表面产生塑性变形,由工件内部金属分子间相对位移产生内摩擦而发热;砂轮切削时,相对于工件的速度很高,与工件表面产生剧烈的外摩擦而发热,又因为每颗磨料的切削都是瞬间的,其热量生成也在瞬间,又不能及时传散,所以在磨削区域的瞬时温度较高,一般可达到800~1500℃,如果散热措施不好,很容易造成工件表面的烧伤,也就是在工件的表层(一般有几十微米到击败微米)发生二次淬火及高温回火,破坏了工件表面的组织,肉眼可以看出严重的烧伤。表面出现严重的焦黄色或黑色氧化膜,轻微的烧伤则要用稀释的酸性溶液来浸蚀才能观察出来,烧伤部位呈黑色。烧伤会降低工件的使用寿命。
2、预防烧伤方法
由于烧伤是磨削区域产生大量的热量而又未及时散发造成的,因此避免烧伤必须减小热量的产生,加速热量的散发,也就是减小磨削时的内、外摩擦,且使工件得到充分有效的冷却。对冷却液来讲,其成分浓度要合适,流量、压力要充分,确实起到清洗作用(冲刷砂轮及工件的摩擦,冷却和润滑作用)。
减少摩擦热的产生,终究是要减少磨削时的内、外摩擦,这要综合考虑以下几方面的因素:减小磨削厚度,使金属塑性变形减小,内摩擦减小,从而减少磨削热;提高工件转速,工件磨削表面通过磨削区域的时间缩短,可减少磨削热的聚积,从砂轮特性来讲,磨料硬度高,则切削性能好,可减少发热,但磨料硬度不可太硬,组织不能太细,否则磨钝的磨料不易脱落,磨料间微孔易塞实而使砂轮降低切削性能,并增加工件与砂轮的接触面积,在工件表面强烈挤压,摩擦导致温度增高。因此为避免烧伤且保证磨料效率、工件精度,在粗磨时刻采用硬度低、组织号大的砂轮,选用较大的磨削厚度;在终磨时选用较硬的,组织号较小的砂轮,保证有效修整砂轮,并选用较小的磨削厚度;对于磨削强度高、硬度高和导热性差的材料,易采用较小的进给量,提高工件转速,可有效避免烧伤。
3、烧伤种类

在实际生产中有以下具体因素可造成烧伤:
(1)工艺系统振动、机床振动和液压系统压力不稳。在振动瞬间会增大磨削量,造成烧伤,此时烧伤沿工件表面呈振纹分布,也叫振纹烧伤。
(2)砂轮修整不良、使磨料不锋利,造成烧伤,此时烧伤沿砂轮磨痕分布,也叫划痕烧伤。
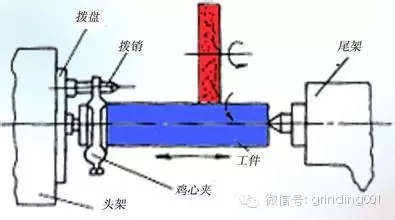
(3)无心夹具吸力不足或支承松动,工件会产生瞬间滑动,会引起烧伤。
(4)磨削量不均匀,磨削厚度不一致,会产生局部烧伤。
(5)砂轮过硬,进给量过大、工件转速过高(工件速度过高会降低砂轮的切削能力)会使工件表面产生均布烧伤。
①平面磨削
平面工序如在立式单头磨床上磨平面时,在正确执行操作规范的情况下,有以下几种因素会引起烧伤。
a.砂轮轴窜动,增大瞬间磨削量引起烧伤;此时须紧砂轮轴轴承或更换轴承。
b.工作台磁盘跳动或转速不均匀,增大了瞬间磨削量引起烧伤;须检修磁盘减速器的各种组件如蜗轮、蜗杆等、更换磨损件。
c.磁盘磁力小或断磁,这会使工件在磁盘上打滑、引起烧伤;检修,应调整充、退磁线路。
d.往复行程定位不灵,若行程开关接触不好或往复减速器组件磨损,蜗轮、蜗杆机构不能自锁,会使拖板里冲、撞击、跳动而造成烧伤。通过双端面平面磨床如M7675系列磨床以下原因会造成烧伤:
●送料导板磨损,不平直,送料不均匀;
●导板与砂轮工作面不平行;
●砂轮端面进口太小,使砂轮外缘承担大部分切削量,而砂轮变钝。
②外圆磨削
无心式外圆磨床如M1083,一般有以下几种特殊情况:
●进刀托板爬行、冲刀、使进刀量忽然增大引起烧伤;须调整楔铁、清洗润滑拖板或刮研导板、检修丝杠、丝母,更换磨损件。
●火花没调整合适,在入口处磨削过多,前端易烧伤,在出口处磨削过多则工件呈螺旋形痕迹。
●进刀量过大或电器元件接触不良,会使热继电器在工件中跳闸,而使灵敏停顿,此时应快速退刀。
③内经磨削
内径工序在磨削时砂轮与工件的接触弧较长,产生的热量较多;冷却液不易射到磨削区域、散热条件差;排楔困难,易塞实砂轮,这些都是造成磨削高温的原因,所以冷却液必须充分有效,砂轮要及时有效修整。磨削大师微信:2105551090 像MZ208系列内圆磨床,其砂轮修整得补偿机构必须可靠,否则会发生因修整不到砂轮面造成烧伤。因这类机床补偿机构是靠滚子磨擦传动来来实现的,不能确保每次都得到相同的补偿量,目前较多的情况是将补偿机构由滚子磨擦机构改为步进电机机构。
④沟道磨削
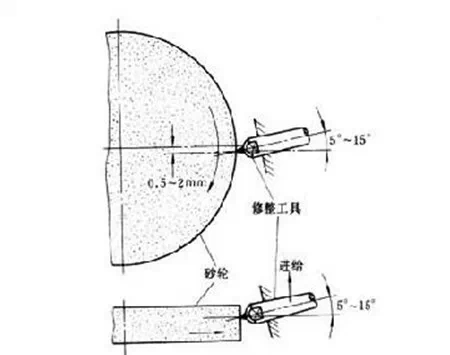
对摆头磨削,其砂轮的自锐性要强,一般用橡胶结合剂砂轮,因为在磨削区域的高温下,橡胶结合剂易老化变脆,变钝的磨粒在摆动下易脱落,因此,应使砂轮经常保持锋利。对切入磨削来讲,其砂轮保持形状的性能要强,一般用较硬的砂轮,其自锐性较差,所以要经常有效修整,且冷却液要充分。对外沟工序来讲,是易引起烧伤的工序,冷却充分尤为重要;另外由于砂轮表面转速不同,造成砂轮磨损程度不均匀,要求其修整效果要好,修正器旋转速度均匀、平稳、补偿机构要可靠,同时金刚石要锐利,笔尖位置应低于砂轮中心1~2mm,否则在修整时易引起振动,影响修整效果。
(来源:磨具磨床磨削)
(版权归原作者或机构所有)

 上海移动端
上海移动端
 上海公众号
上海公众号
 陕西公众号
陕西公众号
 陕西微信号
陕西微信号


